Rebraste kvadratne cijevi i zavarivanje rebrastih četvrtastih cijevi: Budući da su proizvodi za zavarivanje šuplje kvadratne cijevi i imaju premaz, potrebna su četiri transformatora za zavarivanje.
Zahtjevi za brzinu zavarivanja: Ne manje od 40 komada na sat. Oslanjajući se na akumulirano tehničko iskustvo i udovoljavajući zahtjevima kupaca, naša tvrtka nudi ciljana rješenja primjenjiva na ovaj stroj za specijalnu industriju. Usvajamo princip portalnog zavarivanja i primjenjujemo struju zavarivanja velike snage i energije kako bismo zadovoljili standarde učinkovitosti.
Zavarivanje i raspored materijala mogu se realizirati posebnim dizajnom kalupa za zavarivanje s dvostrukim uvlačenjem.
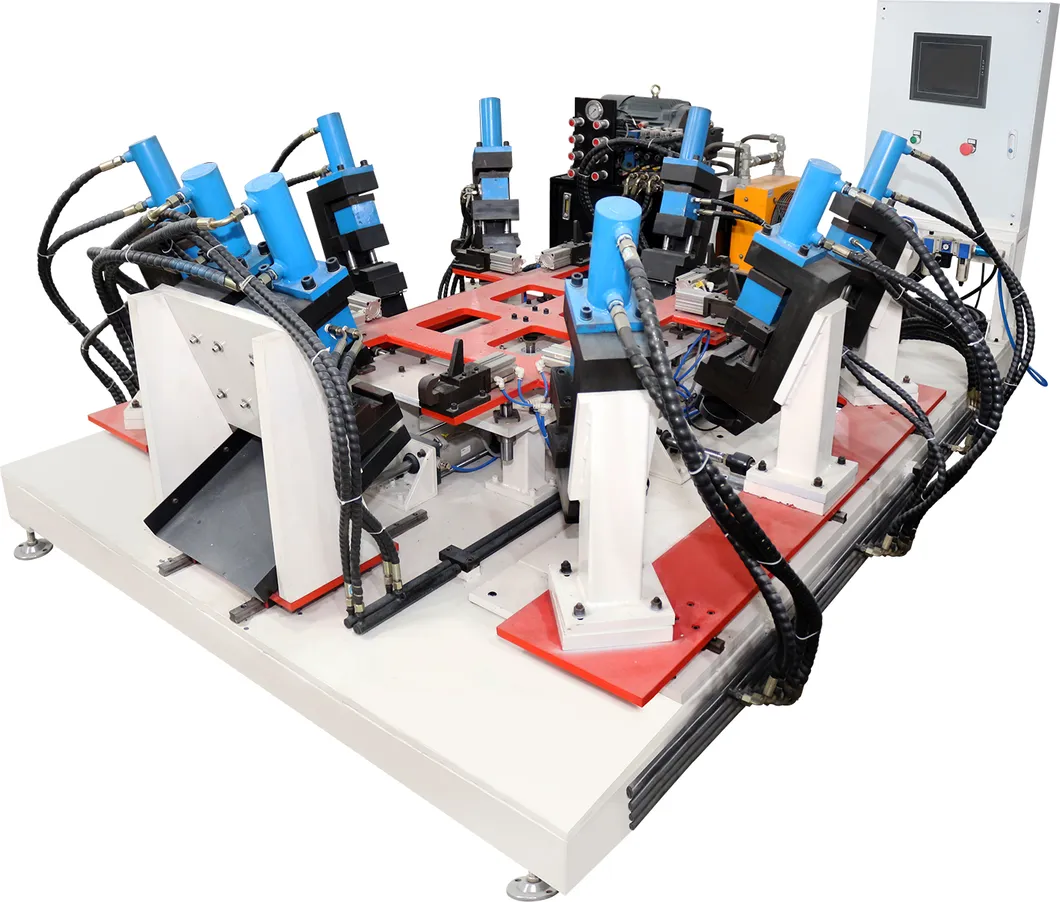
Ovaj automatski stroj za zavarivanje sastoji se prvenstveno od kućišta portalnog okvira, izvora struje za zavarivanje s inverzijom srednje frekvencije, električnog upravljačkog sustava, namjenskog tlačnog cilindra za zavarivanje, sklopa gornje i donje elektrode, stalka s dva kalupa, sustava vodenog hlađenja, pneumatskog sustava, jedinice za nadzor i sigurnosnog mehanizma, s detaljnim specifikacijama navedenim kako slijedi:
Tijelo stroja: ima okomitu ojačanu strukturu izrađenu od vrhunskih debelih čeličnih ploča, opremljenu racionalno raspoređenim ukrutima i završenu tretmanom za smanjenje naprezanja.
MF inverzijski istosmjerni izvor napajanja za zavarivanje sastavljen je od transformatora, kontrolera, pretvarača, pogonskog programa, ispravljača, kondenzatorske ploče, IGBT-a i središnjih upravljačkih modula. Pretvara originalni ulazni napon od 50/60 Hz u 1000 Hz, a ispravljačka dioda u sekundarnoj petlji transformatora pretvara snagu u izlaz konstantne struje. Ovaj dizajn uvelike podiže koeficijent reaktancije sekundarnog kruga, učinkovito rješavajući prethodne probleme s gubitkom energije i optimizirajući petlju za zavarivanje konstantnom strujom kako bi se smanjili troškovi proizvodnje. Opremljen stabilnim kapacitetom nosivosti prikladnim za automatski tip rada, može se pohvaliti istaknutim prednostima u odnosu na tradicionalne izvore energije za zavarivanje:
A) Ušteda energije;
B) Veći faktor snage i niži trošak proizvodnje;
C) Manje smetnje u sekundarnom krugu velikog otvora i stabilna struja zavarivanja; performanse zavarivanja ostaju nepromijenjene čak i kada induktivni magnetski materijali postoje u sekundarnom namotu;
D) Uravnotežena raspodjela opterećenja za opremu za napajanje, podržana trofaznim napajanjem i dizajnom za pohranu energije.
| Advantages |
Save energy |
| Improve the power factor and reduce production costs; |
| In the secondary circuit with large opening area, interference can be reduced and welding current is constant current. When the secondary winding has inductive materials (with magnetic property), it will not affect the welding |
| make a balance of the loading of power supply device, medium frequency inversion constant current welding power source uses three-phase power and stores energy |